
Elektrostatische Thermoset Architekturpulver-Beschichtungen, Beweis-Pulver-Beschichtung der Hitze-RAL1024
-
Markieren
Flüssigbettpulverbeschichtung
,Automobilpulverbeschichtung
-
Farbeockerhaltiges Gelb
-
RALR1024
-
Glanz74%
-
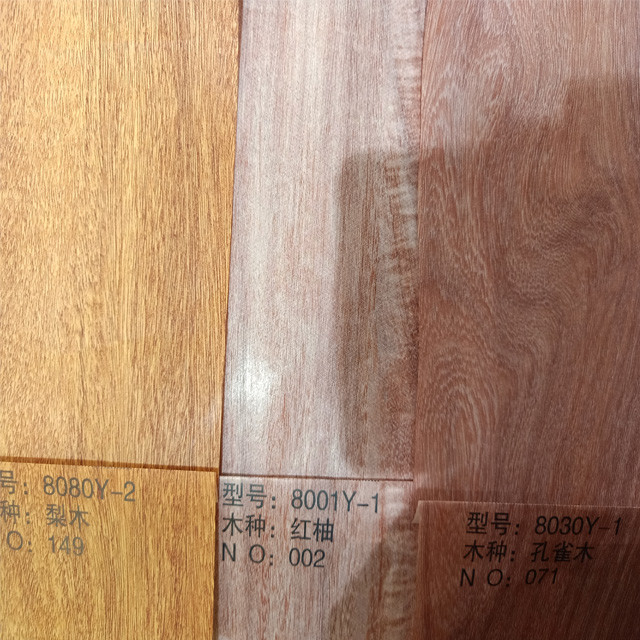
Auftritthölzernes Korn
-
Auswirkung50kg
-
Salz beständig1000Hours
-
HerkunftsortChina
-
MarkennameFEIHONG TOPO
-
ZertifizierungCE, SGS, BV, ISO
-
ModellnummerTPC-RAL1024
-
Min BestellmengeVerkäuflich
-
PreisNegotiable
-
Verpackung InformationenZweifädige PVC-Tasche nach innen mit Kartonkasten
-
Lieferzeit7 Tage
-
ZahlungsbedingungenWestern Union, MoneyGram, L/C, T/T
-
Versorgungsmaterial-Fähigkeit400Ton/month
Elektrostatische Thermoset Architekturpulver-Beschichtungen, Beweis-Pulver-Beschichtung der Hitze-RAL1024





Elektrostatische Thermoset Architekturpulver-Beschichtungen, Beweis-Pulver-Beschichtung der Hitze-RAL1024
Während Pulverbeschichtungen viele Vorteile über anderen Beschichtungsverfahren haben, gibt es Beschränkungen zur Technologie. Während es verhältnismäßig einfach ist, starke Beschichtungen anzuwenden, die die glatten, Beschaffenheit-freien Oberflächen haben, ist es nicht so einfach, glatte Dünnfilme aufzutragen. Während die Dicke verringert wird, wird der Film abgezogen in die Beschaffenheit wegen der Teilchengröße und des TG (Glasübergangstemperatur) des Pulvers mehr und mehr orange.
Für den optimalen Materialtransport und Leichtigkeit der Anwendung, haben die meisten Pulverbeschichtungen eine Teilchengröße im Bereich von μm 30 bis 50 und TG > 40°C. Für solche Pulverbeschichtungen Filmanhäufungen möglicherweise von größer μm als 50 werden erfordert, um einen annehmbar glatten Film zu erhalten. Die Oberflächenbeschaffenheit, die wünschenswert oder als annehmbar gilt, hängt vom Endprodukt ab. Viele Hersteller ziehen wirklich es vor, einen bestimmten Grad an orange Schale zu haben, da er hilft, Metalldefekte zu verstecken, die während der Fertigung aufgetreten sind, und die resultierende Beschichtung ist weniger anfällig, Fingerabdrücke zu zeigen.
Es sehr fachkundige Operationen in denen Pulverbeschichtungen von weniger als 30 Mikrometern oder mit einem TG gibt < 40="">
Pulverbeschichtungen haben einen bedeutenden Vorteil in dem, den das Overspray aufbereitet werden kann. Jedoch wenn mehrfache Farben in einen einzelnen Spraystand gesprüht werden, begrenzt möglicherweise dieses die Fähigkeit, das Overspray aufzubereiten.
Entsprechen Sie Ihrem breitesten Bedarf
-
Haushaltsgeräte.
-
Automobilteile.
-
Fahrradkomponenten.
-
Beschichtung von Aluminiumverdrängungen.
-
Fensterrahmen.
-
Windenergien.
-
Landwirtschaftliche Ausrüstung.
-
Luftfahrtbereiche.
-
Innen- und Außenmöbel.
-
Architekturbau.
-
Metallzaun und -schienen.
-
Nahrungsmittelversorgungsbereiche.
-
Warenanzeige, etc.
-
Alle Arten Maschinen
Es gibt zwei Hauptkategorien Pulverbeschichtungen: Thermosets und Thermoplastikee. Die thermostatoplastische Vielzahl enthält ein Querverknüpfungsprogramm in die Formulierung. Wenn das Pulver gebacken wird, reagiert es mit anderen chemischen Gruppen im Pulverpolymer und erhöht das Molekulargewicht und verbessert die Leistungseigenschaften. Die thermoplastische Vielzahl macht keine zusätzlichen Reaktionen während des Backverfahrens durch, aber fließt eher nur heraus in die Deckschicht.
Die allgemeinsten Polymere, die benutzt werden, sind Polyester-Epoxid- (bekannt als Kreuzung), geraden Epoxy-Klebers des Polyester, (verbundener Epoxy-Kleber der Fusion) und Acryle.
| Prüfungseinzelteile | Standard | Daten |
| Auftritt | Flach und glatt | |
| Anstrichschichtdicke | GB/T6554-2003 | 50~70mm |
| Glanz (60°) | GB/T9754-2007 | Von 2%~100% zu allem Glanz |
| Schlagzähigkeit | GB/T1732-1993 | 50kg.cm |
| Verbiegende Leistung | GB/T6742-2007 | 2mm |
| Höhlen | GB/T9753-2007 | 8mm |
| Adhäsions-Kraft | GB/T9286-1998 | 0 Grad |
| Härte | GB/T6739-2006 | 2H |
|
Beständig salzen (1000 Stunden) |
GB/T1771-2007 | Keine Änderung für beschichtenden Auftritt |
| Feuchtigkeits-und Hitzebeständigkeit (1000 Stunden) | GB/T1740-2007 | Keine Änderung für beschichtenden Auftritt |
|
Chemischer mittlerer Widerstand (240 Stunden) 5%H2SO4 5%HCl 5%NaOH 5%NaCl |
GB/T1763-1979 |
Keine Änderung für beschichtenden Auftritt Keine Änderung für beschichtenden Auftritt Keine Änderung für beschichtenden Auftritt Keine Änderung für beschichtenden Auftritt |
| Hitzebeständigkeit | GB/T1735-2009 | Es kann zwischen 220℃/20minutes und 240℃/40minutes entsprechend Farbe und unterschiedlicher Anforderung erreichen |
![]()
![]()
Unsere Produkte werden auf der ganzen Welt verkauft. Sie können sich auf den gesamten Prozess unserer Produkte verlassen.